

#05 Kovanie
Kovanie predstavuje tvárniace postupy, pri ktorých sa mení polovýrobok na výkovok, a to zvyčajne medzi dvomi proti sebe sa pohybujúcimi kovacími nástrojmi. K deformácii dochádza buď opakovane (prerušovane) pri kovaní bucharom, alebo bez prerušenia pri kovaní kovacím lisom.
Kovať možno iba tvárne kovy, ktoré znesú v tuhom stave pomerne veľké presuny častíc bez prerušenie súvislosti. Kovať možno bez ohrevu – takto spracúvame materiály, ktoré sú dobre tvárne za studena (napr. Ag, Au, Sn, Pb).
Najčastejšie spracovaným materiálom je ale oceľ, kde presun častíc pri tvárnení sa zvyčajne uľahčuje ohrevom kovu. Teplota spracovania (kovania) polotovaru sa potom pohybuje v intervale hornej tvárniacej a dolnej tvárniacej teploty. S rastúcim obsahom uhlíka a taktiež legujúcich prvkov kovateľnosť ocelí klesá.
 Rozlišujeme:
Rozlišujeme:
- voľné kovanie
- zápustkové kovanie
je pracovný postup výroby výkovkov, pri ktorom sa získa tvar výrobku približne podobný hotovej súčiastky. Ručné kovanie sa realizuje na nákove pomocou kováčskeho náradia. Strojové kovanie sa robí na bucharoch alebo lisoch. Zložité výkovky sa zvyčajne vyrábajú kombináciou jednoduchých kováčskych prác: ubíjaním, vyťahovaním, sekaním, osadzovaním a presadzovaním, ohýbaním, skrucovaním a kováčskym zváraním. Kovacie nástroje majú jednoduchý tvar. Obvykle sú nimi kovadlá rovinné, tvarové, alebo kombinované. Výkovky sú často zhotovené na viacero úderov so zmenou polohy, aby bol dosiahnutý požadovaný tvar. Výrobok zhotovený voľným kovaním môže byť predkovkom pre zápustkové kovanie, častejšie sú však produktom rozmerné súčasti.
 Príklad voľného kovania si môžete pozrieť na videu:
https://www.youtube.com/watch?v=6jQ4y0LK1kY&ab_channel=RealEngineering
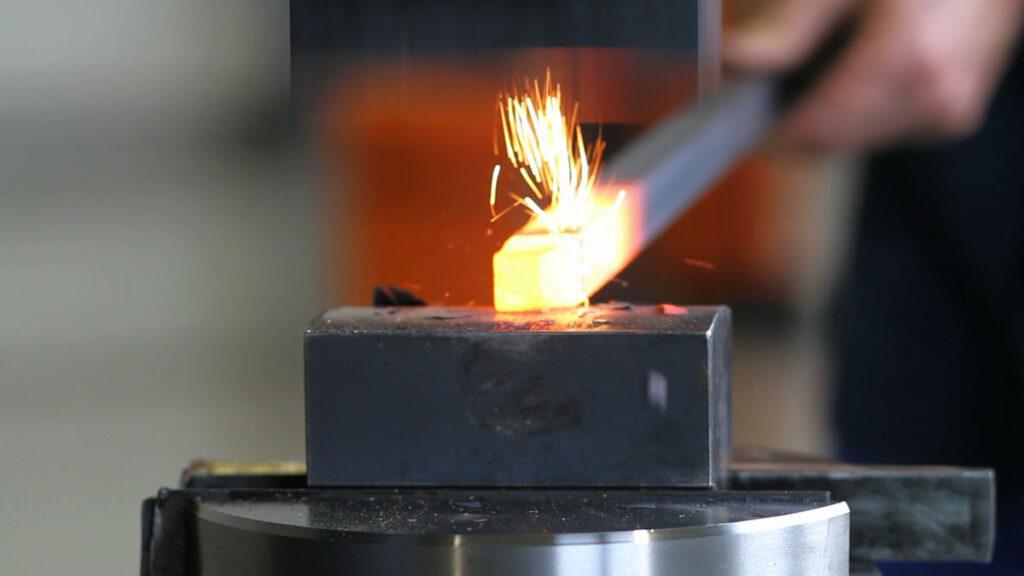
Zápustkové kovanie je tvárniaci proces, pri ktorom sa mení polovýrobok na výkovok v jednej alebo viacerých dutinách tvárniaceho nástroja – zápustky. Je mladším spôsobom kovania. Tok materiálu je riadený tvarom zápustiek, a tak je v porovnaní s voľným kovaním presnejšie a lepšie uplatniteľné v sériovej výrobe. Nástrojom je dvojdielna oceľová forma, ktorá tvarom zodpovedá požadovanému výkovku. Zápustky sú na konci zdvihu ideálne úplne zaplnené materiálom, prebytok vyteká do výronkovej drážky.
Príklad voľného kovania si môžete pozrieť na videu:
https://www.youtube.com/watch?v=6jQ4y0LK1kY&ab_channel=RealEngineering
Zápustkové kovanie je tvárniaci proces, pri ktorom sa mení polovýrobok na výkovok v jednej alebo viacerých dutinách tvárniaceho nástroja – zápustky. Je mladším spôsobom kovania. Tok materiálu je riadený tvarom zápustiek, a tak je v porovnaní s voľným kovaním presnejšie a lepšie uplatniteľné v sériovej výrobe. Nástrojom je dvojdielna oceľová forma, ktorá tvarom zodpovedá požadovanému výkovku. Zápustky sú na konci zdvihu ideálne úplne zaplnené materiálom, prebytok vyteká do výronkovej drážky.
 V porovnaní s voľným kovaním sú dosahované rozmery výrobku presnejšie a povrch je kvalitnejší, s menšou drsnosťou. Akosť výkovkov zhotovených zápustkový kovaním je teda proti voľnému kovaniu lepšia, ale nie vždy vyhovuje požiadavkám kladeným na výsledný produkt a povrch je treba ďalej opracovať. S ohľadom na ďalšie takéto spracovanie tvaru sú k rozmerom pridávané prídavky na obrábanie. Podľa potreby je na bucharoch prevedený jeden, alebo viac zdvihov, prípadne na lisoch jedna a viac operácií. Pri viacoperačnom kutí na lise je pre každú operáciu vyhotovená zápustka pre daný tvar. Kovanie v zápustkách je použiteľné pre polotovary až do hmotností v stovkách kilogramov. Pri menších hmotnostiach a jednoduchých tvaroch výkovku z dobre tvárnych materiálov je možné kuť aj bez predohrevu. Pri návrhu nástroja pre zápustkové kovanie je potrebné vopred zvážiť, alebo poznať stroj, na ktorom sa bude kovať, pretože zápustky lisov a bucharov sa od seba odlišujú.
Podľa operácií rozlišujeme zápustkové kovanie na:
V porovnaní s voľným kovaním sú dosahované rozmery výrobku presnejšie a povrch je kvalitnejší, s menšou drsnosťou. Akosť výkovkov zhotovených zápustkový kovaním je teda proti voľnému kovaniu lepšia, ale nie vždy vyhovuje požiadavkám kladeným na výsledný produkt a povrch je treba ďalej opracovať. S ohľadom na ďalšie takéto spracovanie tvaru sú k rozmerom pridávané prídavky na obrábanie. Podľa potreby je na bucharoch prevedený jeden, alebo viac zdvihov, prípadne na lisoch jedna a viac operácií. Pri viacoperačnom kutí na lise je pre každú operáciu vyhotovená zápustka pre daný tvar. Kovanie v zápustkách je použiteľné pre polotovary až do hmotností v stovkách kilogramov. Pri menších hmotnostiach a jednoduchých tvaroch výkovku z dobre tvárnych materiálov je možné kuť aj bez predohrevu. Pri návrhu nástroja pre zápustkové kovanie je potrebné vopred zvážiť, alebo poznať stroj, na ktorom sa bude kovať, pretože zápustky lisov a bucharov sa od seba odlišujú.
Podľa operácií rozlišujeme zápustkové kovanie na:
- bucharoch - ubíjaním a pretláčaním

- lisoch - vtláčaním a ubíjaním

- špeciálnych strojoch.
Príklad takejto technológie si môžete pozrieť kliknutím na video:
Zdroje:- http://www.matnet.sav.sk/index.php?ID=310
- https://www.vut.cz/www_base/zav_prace_soubor_verejne.php?file_id=86981
- http://www.steelforging.org/forging/
- http://smith-forging.ktforge.co.uk/press-forging
- https://www.stargood.eu/hydraulicky-lis-12t-3/?gclid=Cj0KCQiAmKiQBhClARIsAKtSj-kcTPuxWqK6aGj_mKFnKid-17VAVLuH-hGmfQCoDqi2fvrnshkeCn8aAiO9EALw_wcB
- https://maqstock.pl/wp-content/uploads/2015/08/2.-kucie-na-goraco-1024x576.jpg
{kind=link}
Autor: Peter Čurma | Daily Automation